Какие правила к крепежным болтам и их затяжке при установке ОПУ?
Правила крепления и затяжки болтов ОПУ — это основа безопасности и долговечности всей конструкции. Их несоблюдение — одна из самых частых причин аварий и преждевременных поломок.

Вот детализированный набор правил и требований.
1. Требования к самим крепежным элементам
а) Класс прочности (марка стали)

Это самое критичное требование. Болты, шпильки, гайки и шайбы должны быть точно того класса прочности, который указан в проектной и технической документации на ОПУ и оборудование.
Обозначение: Класс прочности маркируется на головке болта (например, 8.8, 10.9, 12.9). Цифра до точки обозначает 1/100 от предела прочности на растяжение (в МПа), а после точки — отношение предела текучести к пределу прочности в процентах.
8.8: Стандартный класс для ответственных соединений.
10.9 и 12.9: Высокопрочные болты для критически нагруженных узлов (например, ОПУ кранов).
Запрещено: Категорически запрещено заменять высокопрочные болты на менее прочные (например, болты класса 4.6 или 5.6 без маркировки). Это приведет к пластической деформации и разрушению болта под нагрузкой.
б) Геометрия и тип
Используемые болты должны быть указанного размера, количества и качества. Не следует использовать болты с резьбовым стержнем и разрезными шайбами.
Размеры: Диаметр, длина и шаг резьбы должны строго соответствовать чертежам.
Должен соблюдаться коэффициент захвата (длина захвата, деленная на диаметр болта) от минимального ≥ 2 до максимального ≤ 10 (рекомендуемое значение 5). Длина резьбы должна быть как минимум в 1,5 раза больше диаметра болта. Несоблюдение вышеуказанных пунктов влияет на работу ОПУ, срок службы и долговечность болтового соединения.
Тип болтов: Как правило, используются болты с чистой поверхностью (чёрные, оцинкованные) или, для особо ответственных соединений, — высокопрочные болты с гидравлическим натяжением. Не допускается использование болтов с поврежденной резьбой или деформированными головками.
в) Комплектность (Болт + Гайка + Шайба)
Шайбы: Обязательно использование шайб повышенной твердости (часто маркируются «HRC» или «H»). Их функция — распределить давление под головкой болта и гайкой, предотвратить смятие материала фундамента/конструкции и уменьшить трение в резьбе при затяжке для достижения точного момента.
Строгая комплектность: Запрещено смешивать болты, гайки и шайбы из разных комплектов или от разных производителей. Крепеж должен поставляться и использоваться комплектно.
2. Правила подготовки и установки
а) Подготовка отверстий и контактных поверхностей
Чистота: Отверстия под болты и прилегающие поверхности должны быть абсолютно чистыми и сухими. Не допускается наличие масла, краски, грязи, окалины, льда. Любая грязь drastically меняет трение и, как следствие, усилие затяжки.
Соосность: Отверстия в опорной раме ОПУ и в фундаменте/конструкции должны быть соосны. Запрещено вбивать болт молотком для совмещения отверстий.
б) Способ установки
Ориентация: Обычно болт устанавливается головкой вниз, чтобы предотвратить скопление воды и грязи в резьбовой части. Однако необходимо следовать указаниям производителя ОПУ.
Заход резьбы: Резьба должна входить в отверстие свободно, без перекосов.
Правила затяжки (самый ответственный этап)

а) Момент затяжки (Ключевой параметр!)
Обязательное использование инструмента: Затяжка должна производиться только с помощью калиброванного динамометрического ключа (рычажного, гидравлического или др.).
Точное значение: Момент затяжки (в Ньютон-метрах, Н·м) указывается в технической документации на ОПУ. Не существует «универсального» момента для всех болтов. Он рассчитывается исходя из класса прочности болта, его диаметра, коэффициента трения и требуемого усилия предварительного натяжения.
В таблице ниже указаны рекомендуемые моменты затяжки для каждого размера болта для ОПУ TGB Technologies:
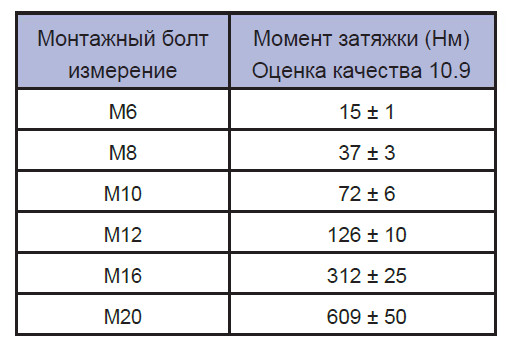
Запрещено: Запрещено затягивать болты «на глаз», ударным гайковертом (без регулятора момента) или с помощью удлинителей («трубы») на стандартные ключи.
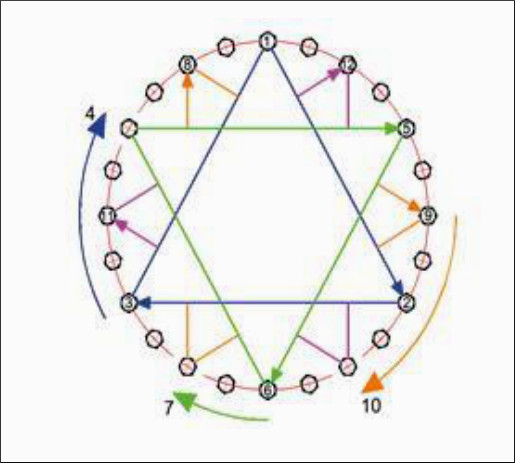
б) Последовательность (Схема) затяжки
Это правило предотвращает перекос ОПУ и неравномерное распределение нагрузки.
При затяжке болтов необходимо соблюдать следующую последовательность действий:
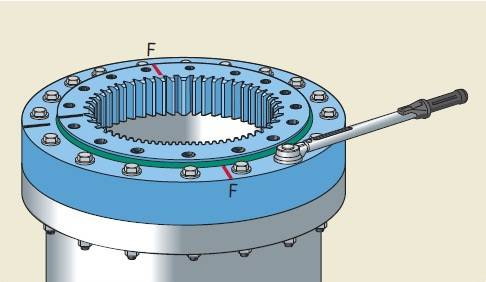
- Слегка нанесите фиксатор резьбы на резьбу болта (от последних трех до пяти нитей), чтобы обеспечить равномерное сопротивление трению.
- Предварительно затяните болты крест-накрест в 3 этапа: 30%, 80% и 100% момента затяжки. На схеме показан порядок затяжки болтов. Полезно проверить затяжку болтов.
- После затяжки винта отметьте поверхность винта и поверхность конструкции.
в) Контроль затяжки
Повторный контроль: После завершения затяжки всего круга болтов и начала эксплуатации оборудования (через 1-2 смены или 50-100 рабочих часов) обязательно проводится повторный контроль момента затяжки всех болтов. Из-за естественной усадки и приработки материалов возможна небольшая осадка, и момент нужно подкорректировать.
Периодический контроль: Далее контроль момента затяжки должен проводиться по графику планового технического обслуживания (например, каждые 500-1000 моточасов).
Краткая памятка (Чек-лист) по затяжке болтов ОПУ:
- Проверить документацию: Узнать точный класс прочности и момент затяжки.
- Подготовить комплектный крепеж: Болты, гайки, твердые шайбы нужного класса.
- Очистить и проверить отверстия: Убедиться в чистоте и соосности.
- Установить болты правильно: Без перекосов, согласно схеме.
- Взять динамометрический ключ: Инструмент должен быть исправен и поверен.
- Затягивать по схеме «крест-накрест» в 3 этапа: 30% → 80% → 100%.
- Провести повторный контроль: После обкатки оборудования.
- Внести контроль в журнал: Зафиксировать выполнение работы.
Нарушение этих правил приводит к:
- Неравномерной нагрузке на опорный подшипник -> преждевременный износ и заклинивание.
- Ослаблению отдельных болтов -> раскрытие стыка, усталостное разрушение остальных болтов.
- Перекосу ОПУ -> повышенный момент сопротивления повороту, поломка редуктора или двигателя.
- Пластической деформации или срезу болтов -> аварийная ситуация с опрокидыванием оборудования.
Используемые материалы:
- Техническая документация и каталог опорно-поворотных устройств TGB Group Technologies